Сравнение
Избранное
Корзина
Финальный этап производства любых деревянных или металлических изделий — выравнивание поверхности или шлифование. При такой обработке материал принимает опрятный вид, с изделия удаляются все неровности и шероховатости. Шлифовка востребована не только на этапе создания новых вещей, но это еще отличный способ обновления состаренных изделий.

Всевозможные варианты шлифовальных станков распространены повсеместно: предприятия, цеха, гаражные мастерские — везде востребовано шлифование без лишнего физического усилия.
Станков существует множество, поговорим о выборе тарельчато-ленточных разновидностей. Только небольшой процент из них оснащен надежным чугунным основанием, который легко и непринужденно осилит обработку деревянных и стальных заготовок. Будьте внимательны при выборе: многие станки, относящиеся к бюджетному сегменту, изготавливают из тонкой профильной стали. Бывает так, что даже новые изделия требуют небольшой доработки и терпения мастера при работе на таком оборудовании.
Шлифовальный станок состоит из корпуса, основания, ленточного и дискового шлифовального узла, опорного столика и элементов пылеудаления.

Хорошо, если наждак оборудован цельным металлическим корпусом, это обеспечит надежность и непоколебимость во время работы. Основание — площадка, которая выполнена из стали или чугуна, а для большего сцепления с поверхностью может оборудоваться прорезиненными ножками и даже присосками. Как правило, имеются отверстия для жесткой фиксации к верстаку.

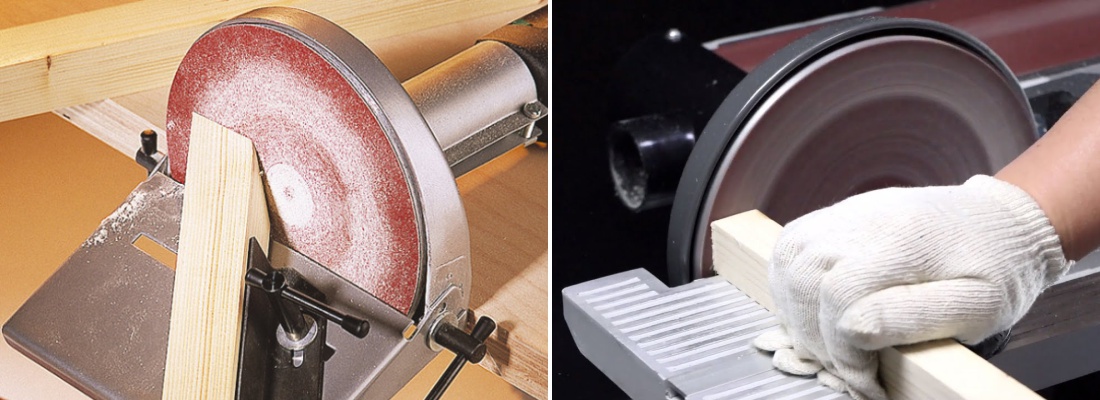
Дисковый узел должен быть оснащен ровной опорной поверхностью для крепления шлифовальных кругов. При вращении не должно быть осевого биения, это гарантирует равномерную обработку, стачивание заготовки, в противном случае обеспечены деформация шлифовального узла и некачественная обработка поверхности.

Опорный столик дискового узла важен не меньше. Он обеспечивает надежную фиксацию заготовки, безопасность работ и отсутствие брака в силу того, что заготовка ведет себя предсказуемо, мастеру не приходится излишне надавливать на конструкцию.

Хлипкий «играющий» столик из тонкостенного профиля не перпендикулярный относительно плоскости шлифкруга не обеспечит хороший упор и создаст мастеру массу неудобств в процессе.

Ленточный узел, в идеале, не должен отклоняться при давлении на заготовку. Опорная поверхность по которой движется лента должна быть ровной, плоской, без каких-либо изъянов. Лучше если ленточный блок обладает возможностью смены и натяжения шлифовальной ленты без ключей.

Пылеудаление в шлифстанках организовано в виде отдельных патрубков для ленточного и дискового узла к которым можно подсоединить строительный пылесос или в комплекте может быть мешок-пылесборник.
Подавляющее большинство станков оснащается асинхронным электромотором мощностью от 300 Вт до 500 Вт и работающие от сети 220 Вольт, но встречаются и версии в исполнении на 380 Вольт.

Самый распространенный диаметр шлифовального диска — 150 мм, ширина шлифленты — 100мм. Соответственно, при приобретении оборудования с такими стандартами оснастки, будет проще найти расходные материалы для шлифования.
 Распродажа
Распродажа
 Акции (20)
Акции (20)