Сравнение
Избранное
Корзина
Возникают ситуации, когда требуется сварить металлы, такие как медь, алюминий, титан. Сложность в том, что их невозможно соединить при обычном методе сварки MIG-MAG MMA — потребуется аргонно-дуговая сварка.

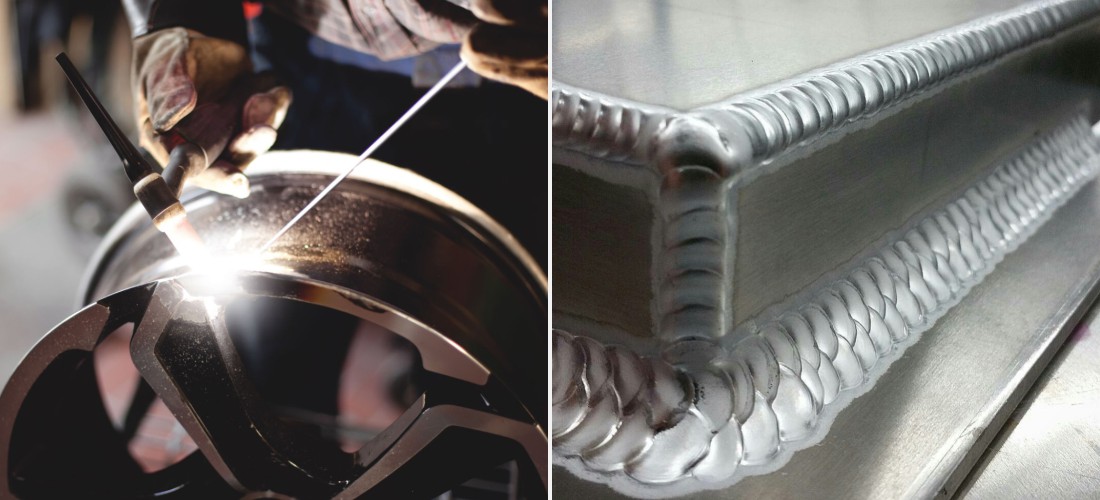
Аргонно-дуговая или TIG сварка самый медленный и аккуратный тип сварки. Применяется в тех случаях, где к внешнему виду сварного соединения предъявляются повышенные требования либо, когда соединяются тонкостенные заготовки.
Метод сварки TIG подходит для различных металлов, чаще всего применяется для соединения нержавеющей стали и алюминия.
Отличие от MMA сварки обычным электродом и MIG-MAG сварки, где электродом является подаваемая проволока, в сварке TIG используется тугоплавкий вольфрамовый электрод.
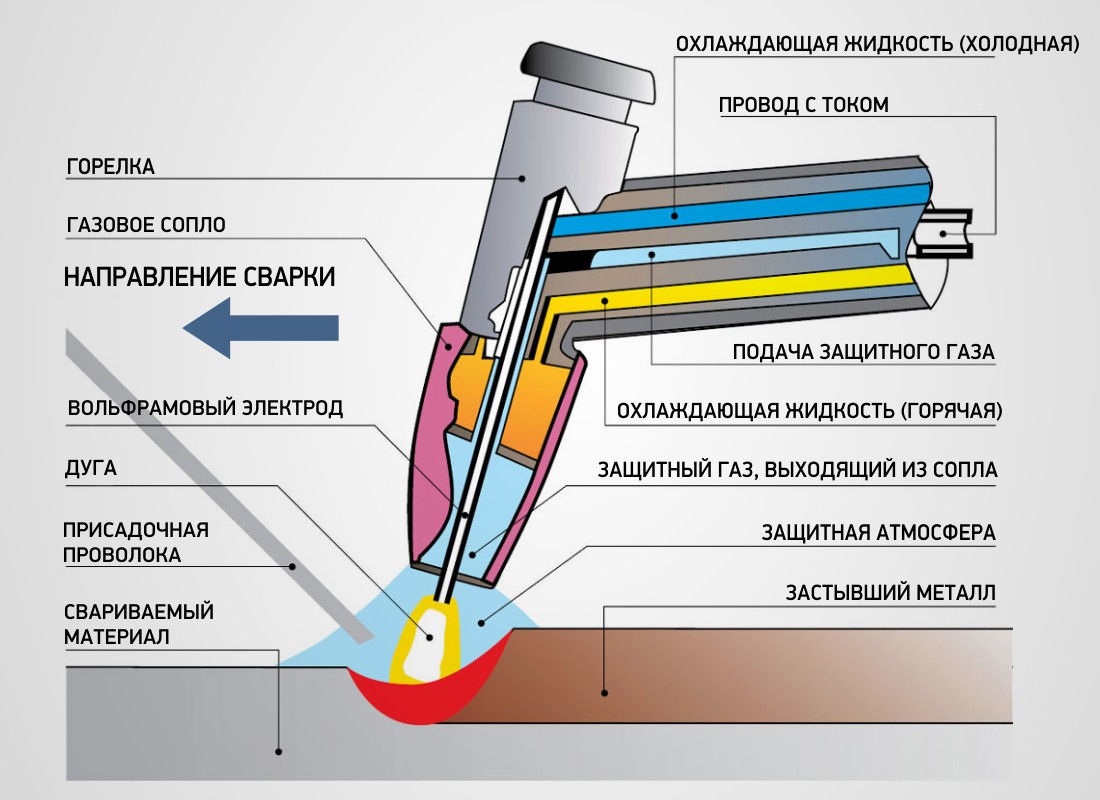
Процесс сварки происходит в среде защитного газа- аргона, который защищает область сварки от окисления на открытом воздухе. В зону сварки вручную подается присадочный пруток. Таким образом электродуга расплавляет металл свариваемых заготовок и присадочный пруток, а через керамическое сопло горелки постоянно подается инертный газ — так формируется шов.


Постоянным током производят работы по сварке стали, нержавеющей стали, чугуна и меди.
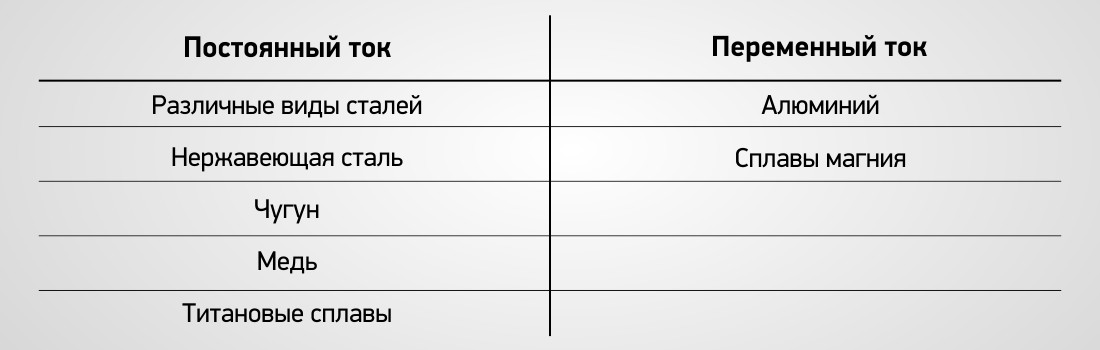
Если планируется варить не только вышеперечисленные металлы, ваш будущий аппарат должен варить как постоянным, так и переменным током. Обозначается переменный ток AC/DC.
Переменный ток используется при сварке металлов с оксидной пленкой на поверхности.
Диапазон сварочного тока определяет толщины заготовок, которые способен проварить аппарат. Важны как верхние так и нижние значения.


Минимальная рабочая сила тока также важна при выборе аппарата. Она влияет на стабильность и хороший контроль дуги при силе тока менее 10 Ампер.
Продолжительность включения — ПВ. Показатель того, какую часть 10 минутного цикла аппарат может работать, и сколько времени ему потребуется на охлаждение.
Функция высокочастотного поджига и заварки кратера присутствует у всех аппаратов TIG сварки. Высокочастотный поджиг гарантирует уверенный старт сварочного процесса. Дуга образуется без контакта с поверхностью заготовки — это гарантирует его прожиг.
Заварка кратора представляет собой финальной участок сварочного шва высота которого уменьшается до нуля. Критически важна заварка кратера в герметичных соединениях. Для реализации этой функции в аппарате предусмотрен режим постепенного уменьшения тока.
Импульсный режим облегчает сварку на малых токах. В течении сварочного цикла ток меняется от максимального ток-импульса до минимального ток-паузы с определенной частотой. Импульсный режим необходим, если ведется сварка без присадочного прутка. Такая сварка может производиться на постоянном и на переменном токе.

Продувка газа до начала процесса и после — защитит шов от окисления.
Водяное охлаждение горелки. Если аппарат эксплуатируется в непрерывном режиме и с большим количеством циклов работ то стоит задуматься над оснащением горелки жидкостным охлаждением. Это отдельный модуль, устанавливаемый, как правило, на одной тележке со сварочником.
 Распродажа
Распродажа
 Акция MAKITA
Акция MAKITA